
Wanhao Duplicator 6 – der beste 3D-Drucker unter 1000 Euro
Seit über zwei Jahren beschäftige ich mich mit dem Thema 3D-Druck. Begonnen habe ich mit einem XYZ Da Vinci 1.0a, den ich recht bald mit einer alternativen Firmware bestückt habe. Nun war es Zeit für ein Upgrade. Ich habe den Da Vinci verkauft und mich für einen Wanhao Duplicator 6 entschieden.
Eine sehr gute Wahl, wie sich schnell herausstellte. Zudem konnte ich den Wanhao Duplicator 6 bei Amazon inkl. der Acrylglas Seitenteile und Abdeckungen (wichtig für den Druck von ABS) für 799 Euro ergattern.
Bitte beachte: Dieser Beitrag ist mehr als 3 Jahre alt. Manche Links, Preise, Produkte und Aussagen sind vielleicht nicht mehr aktuell!

Nach der Kontrolle sämtlicher Schrauben und Muttern startete der Wanhao Duplicator 6 und druckte, mit dem mitgelieferten PLA-Filament, das 3D-Benchmarkmodell „Benchy“. Obwohl ich vorher nur flüchtig kalibriert hatte, war das Ergebnis um Längen besser, als es der XYZ Da Vinci jemals hätte leisten können. Sehr feine Strukturen, kein sichtbareres „Ringing“ (Wellenstrukturen im Modell, welche durch Resonanzen des Druckers entstehen) und die Flächen waren schön glatt und geschlossen. Überhänge und Bridges (Linien die frei durch die Luft gedruckt werden) waren perfekt. Einzig ein Hänger beim Abspulen des Filaments erzeugte einen kleinen Fehler.

Einige nennen die Kühlung am Hotend als Schwachpunkt beim Duplicator 6 und es gibt hier eine Vielzahl von Alternativen bei Thingiverse, welche die Luftführung und Kühlung verbessern sollen. Ich hatte bislang weder bei PLA, PETG noch bei ABS Probleme feststellen können, wobei bei letzterem ohnehin mit wenig Kühlung gedruckt wird, da diese unnötige Spannung im Material verursachen würde.
Als Druckplattenmaterial nutzt Wanhao beim Duplicator 6 das bekannte „Buildtak“ Pad – eine dickere Kunststofffolie, ähnlich eines Mauspads, die auf dem beheizten Alubett aufgeklebt und wechselbar ist. Beim PLA-Druck ist hier alles einwandfrei, ebenso bei PETG. Der Druck haftet gut und lässt sich leicht lösen.
Anders sieht die Sache bei ABS-Filament aus: ABS ist ja eigentlich etwas zickig, was die gute Haftung am Druckbett angeht und meisten werden Haftvermittler wie Haarspray, „Slurry“ (eine Mischung aus Aceton und ABS-Resten) oder Klebeband benötigt, um die notwendige Haftung zu erzeugen.
Vorsicht bei der Kalibrierung mit der Werks-Firmware!
Da vor dem ersten Druck das Druckbett kalibriert werden muss, wählt man natürlich diesen Punkt im kontrastreichen Display an und erhält dann Schritt für Schritt hinweise, wie das zu erfolgen hat. Zu Beginn fährt der Druckkopf in alle Ecken der Druckplattform und man soll den Abstand von der Düsenspitze zur Druckplatte auf etwa einen Millimeter an jeder Position einstellen. Den Abstand bestimmt man mit dem Drehencoder. Hier genügt tatsächlich Augenmaß, denn damit soll nur sichergestellt werden, dass das Druckbett nicht komplett schief ist.
Nun folgt die eigentliche Kalibrierung und die ist praktisch unmöglich, sofern man sich nur nach dem Text im Display richtet. Hier wird nämlich ein entscheidender Punkt einfach unterschlagen, weil der Text nicht komplett aufs Display passt. Hier müsste eigentlich stehen, dass man das Druckbett nach oben bewegen soll, bis der ober Endschalter (er bestimmt die Null-Position der Druckplatte) klickt und nur bis genau hier. Das bestätigt man mit einen Druck auf den Drehencoder und folgt dann den weiteren (korrekten) Anweisungen.
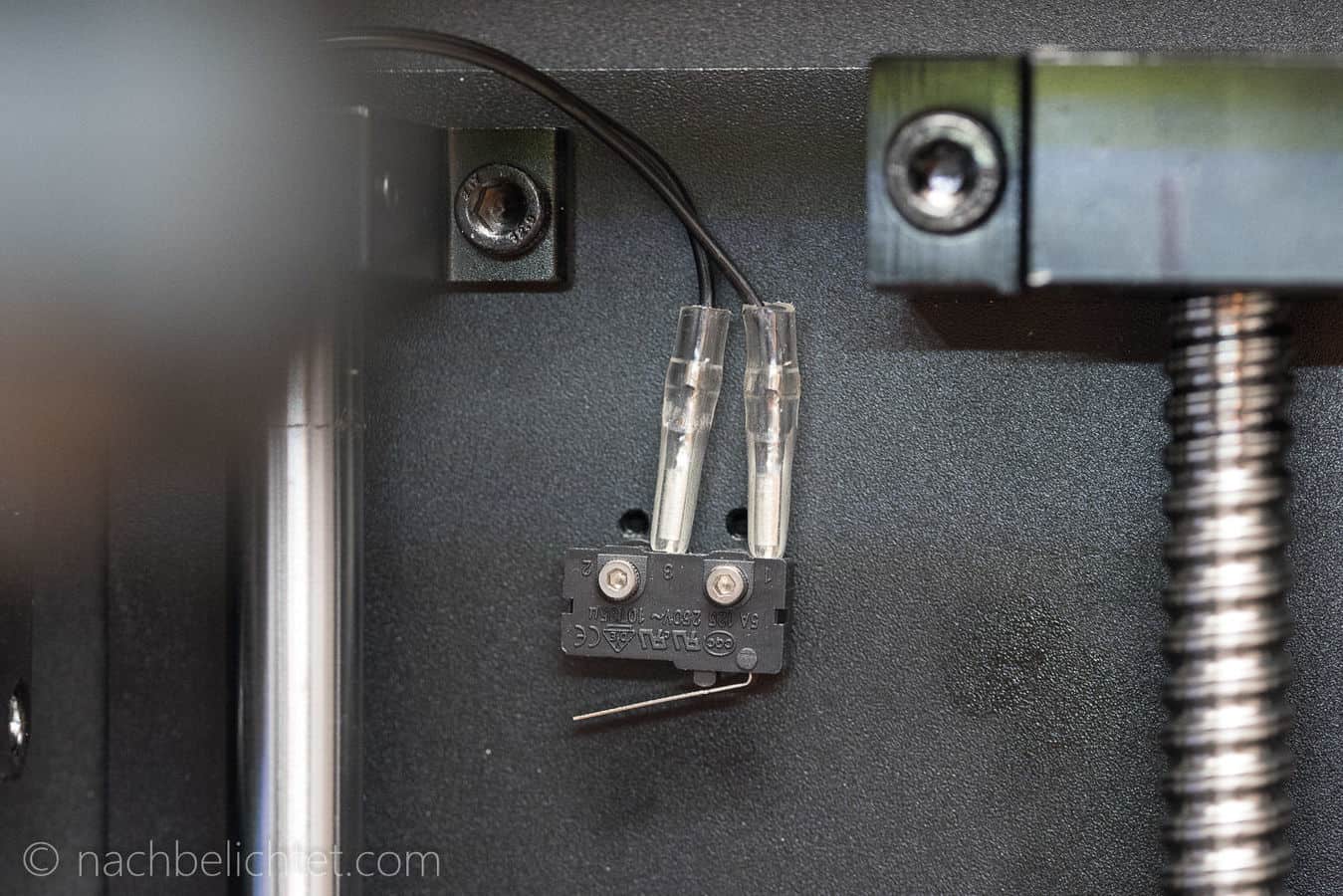
Dieser Punkt ist extrem wichtig, denn wenn der Drucker seine Null-Position nicht kennt, kann nie eine korrekte Kalibrierung erfolgen und im schlimmsten Fall bohrt sich die Durckdüse in die Buildtak-Folie und zerstört sie. Oder der Düsenabstand ist zu groß und das Druckmaterial wird auf das Druckbett „gelegt“ und nicht aufgedrückt, wodurch sich das Objekt löst oder gleich gar nicht entstehen kann.
Hier muss Wanhao unbedingt nachbessern, denn diese Information ist nur schwer zu finden. Oder ihr installiert gleich die alternative Marlin Firmware.
Buildtak – Fluch und Segen zugleich
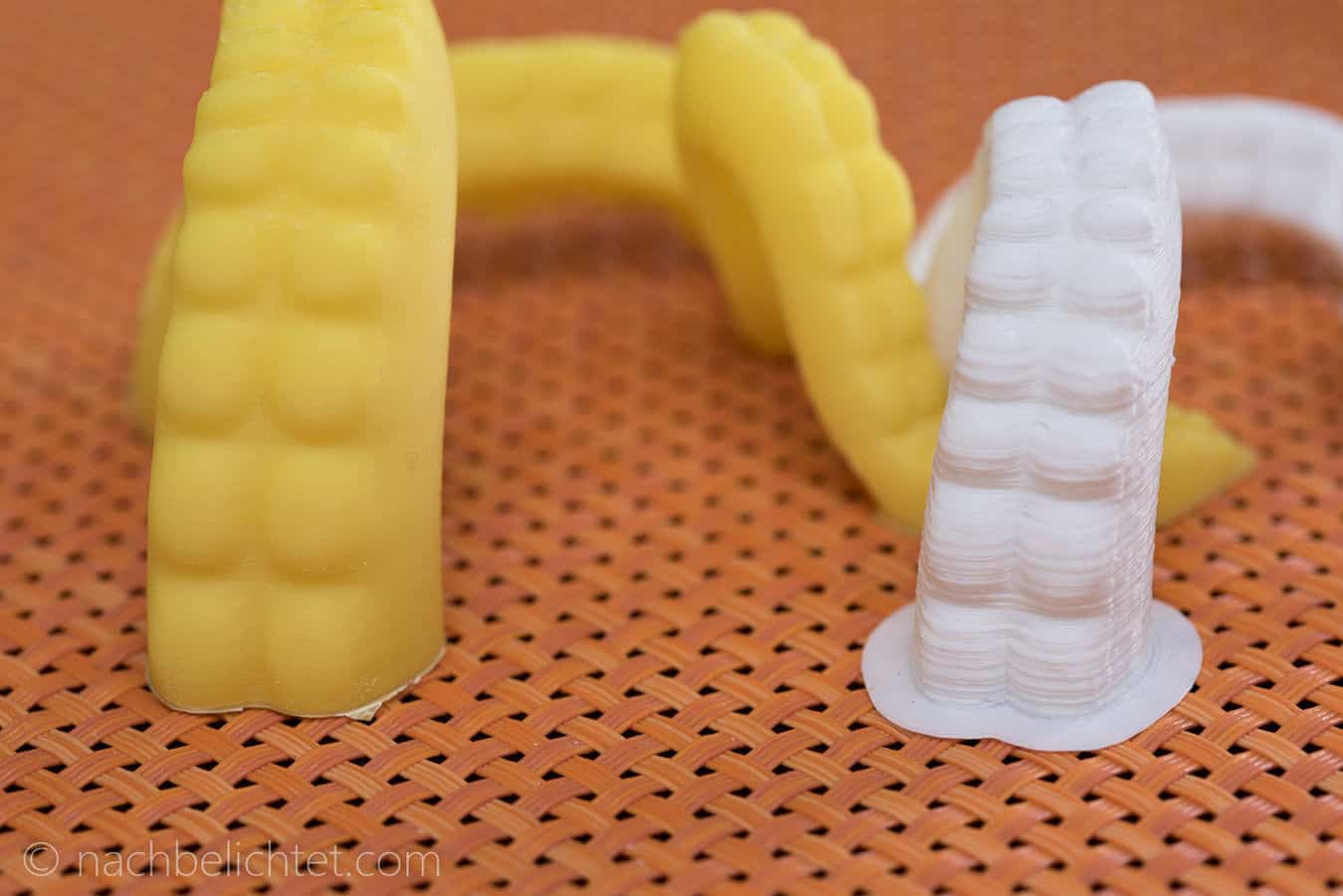
Druckt man hingegen mit ABS auf den Buildtak, haftet das Modell so gut, dass man es kaum mehr davon losbekommt. Die erste Buildtak-Folie habe ich damit auch nach wenigen Drucken praktisch zerstört, da ich die Modelle nur mit leichter Gewalt lösen konnte und sich dadurch auch die Buildtak-Folie wölbte. Der feine Layer eines Brims (ein Rand, den man um das Modell druckt um die Haftung zu verbessern), lässt sich kaum mehr vom Bett entfernen.

Das Problem mit ABS und Buildtak kann man aber lösen, indem man zum Einen das Druckbett sehr genau kalibriert und dann den ersten Layer mit einer minimalen Schichtdicke von 0,2 mm druckt. Zudem genügt ein schmaler Brim (1 Millimeter) vollkommen. Derzeit probiere ich, ob ein leichtes Abkühlen des Betts nach dem ersten Layer (erste Schicht 95 °C, folgende Schichten 85 °C Betttemperatur) weitere Verbesserungen bringt.

Die Alternative wäre ein Scheibe aus Borosilikatglas, die es z. B. bei Amazon zu kaufen gibt und die man mit Foldbackklemmen an der Druckplatte befestigt. Hier muss natürlich das Bett neu kalibriert werden, da ja 3-4 Millimeter (je man Glas) hinzukommen. Nutzt man die automatische Bettkalibrierung, benötigt man hier dann auch einen anderen Näherungssensor.
Der Vorteil des Glasbetts ist die sehr gleichmäßige und gerade Oberfläche, die sich leicht reinigen lässt. Das ist gerade dann interessant, wenn man z. B. Gehäuse druckt, deren Front auf dem Druckbett aufliegt. Allerdings muss man dann auch wieder für Haftung beim ABS sorgen. Bei meinem ersten 3D-Drucker habe ich einfaches „Ultrastrong“ Haarspray benutzt und hatte damit nie Probleme mit der Haftung auf dem Druckbett. Eine weitere Alternative ist der Einsatz einer PEI-Druckfolie, die praktisch beide Welten vereint, derzeit aber noch schwer zu bekommen ist. Ein Händler ist Roboter-Bausatz, bei dem die Folie 11,95 Euro exkl. Versand kostet.
Fazit
Der 3D-Drucker Wanhao Duplicator 6 ist ein sehr gut verarbeitetes Gerät mit geringer Standfläche. Da er optional mit Scheiben und Abdeckungen für einen komplett geschlossenen Bauraum erhältlich ist, kann man ihn uneingeschränkt für den Druck mit ABS empfehlen – zudem sieht er damit sehr gut aus. Nach dem Auspacken sollte man gleich mal alle Schrauben etc. kontrollieren und auch ein Blick „unter die Haube“, also dort wo die Elektronik eingebaut ist, kann nicht schaden.
Ich würde auch gleich den Wechsel zur alternativen Firmware „Marlin“ empfehlen, da sie die manuelle Kalibrierung vereinfacht, mehr Funktionen bietet und optional mit einer automatischen Bettkalibrierung aufgerüstet werden kann. Die Notwenigkeit die Luftführung am Hotend zu ändern sehe ich bislang nicht, allerdings habe ich auch noch keine längeren Bridges gedruckt. Das Micro Swiss Hotend könnte einen Versuch wert sein, gerade wenn man mit abrasiven oder gefüllten Materialien wie Carbon-Filament druckt.
Ansonsten halten sich die Verbesserungsmöglichkeiten an diesem Drucker in erfreulichen Grenzen, denn er druckt tatsächlich auch ohne großes Tuning schon so perfekt, wie man das sonst nur von deutlich teureren 3D-Druckern erwarten würde. Für unter 1000 Euro bekommt man wohl keinen 3D-Drucker, der besser und detailreicher druckt, dabei flexibel bei der Wahl der Materialien ist und einen großen Bauraum hat. Zudem sieht er nicht nach einer Bastellösung aus, braucht aber trotzdem nur relativ wenig Platz. Wer nur mit PLA und anderen, weniger temperaturempfindlichen Materialien druckt, kann den Wanhao Duplicator 6 auch mit geschlossenem Bauraum kaufen und damit einige Euro sparen.

Melde dich zu meinem Newsletter an!
Du kannst dich jederzeit abmelden und ich verspreche: Kein Spam!
Die mit Sternchen (*) gekennzeichneten Verweise sind sogenannte Provision-Links. Als Amazon-Partner verdiene ich an qualifizierten Verkäufen.Wenn du auf so einen Verweislink klickst und über diesen Link einkaufst, bekomme ich von deinem Einkauf eine Provision. Für dich verändert sich der Preis nicht und du unterstützt damit meine Arbeit. Preisänderungen und Irrtümer vorbehalten.




Na toll. Jetzt will ich auch einen 3D-Drucker. Vielen Dank! 😉
Spaß beiseite. Ein lehrreicher Bericht, der neugierig macht und interessante Aspekte anspricht, die sicherlich gerade Neulinge im 3D-Druck, wie mich, zum Verzweifeln bringen könnten.
Mich würde mal interessieren, was du genau alles damit druckst (oder drucken wirst). Gerade im Fotografie-Bereich gibt es ja sicherlich tolle Einsatzmöglichkeiten für selbsterstelltes Zubehör. Hast du da Linktipps oder eigene Bauten? Dieses Thema schreit förmlich nach mehr Futter! 🙂
Hehe, das war pure Absicht 🙂 !
Ich konstruiere hauptsächlich eigene Objekte. Ein recht ausführliches Video darüber habe ich hier veröffentlicht: http://nachbelichtet.com/2017/03/14/3d-drucker-meine-erfahrungen-was-ich-damit-mache-und-wie-das-alles-funktioniert/